產(chǎn)品中心
MHK 3S1050TTTC
叁機組燙金清廢模切機

產(chǎn)品特點
一次走紙可實現(xiàn)如下工藝:
1. 燙金+燙金+燙金
2. 燙金+燙金+凹凸(深壓紋)
3. 燙金+燙金+模切
4. 燙金+凹凸(深壓紋)+模切
5. 凹凸(深壓紋)+凹凸(深壓紋)+凹凸(深壓紋)
6. 燙金+燙金+模切+清廢
7. 燙金+凹凸(深壓紋)+模切+清廢
8. 凹凸(深壓紋)+凹凸(深壓紋)+模切+清廢
局部介紹
-5-5.jpg)
飛達
基于先進技術(shù)平臺而設(shè)計的送紙部,精準(zhǔn)、穩(wěn)定、可靠,可順暢輸送從80克薄紙到4mm以下瓦楞紙的各種紙張。
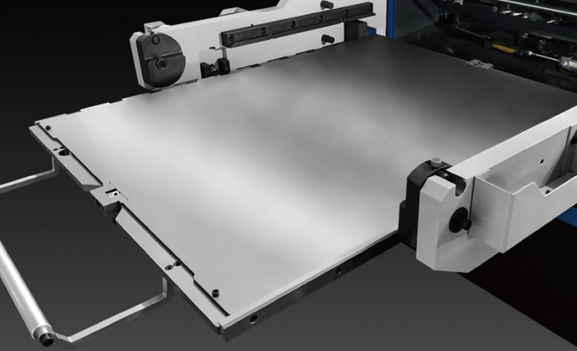
輸紙臺
采用氣彈簧輔助動力,到位減速機構(gòu)裝置,與壓紙框配備整體調(diào)節(jié)壓紙輪裝置,方便快速調(diào)節(jié)。

牙排后定位伺服控制系統(tǒng)
牙排后定位采用伺服控制系統(tǒng),可通過PLC觸摸屏按鍵實現(xiàn)調(diào)節(jié)每條牙排的準(zhǔn)確精度,確保牙排精度,永久性達到±0.075mm精度(專利產(chǎn)品)。
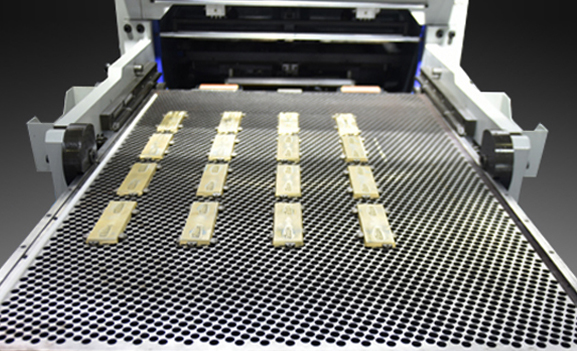
燙金部微調(diào)蜂窩板
20 溫區(qū)獨立控制系統(tǒng),有效控制燙金板的加熱溫度。確保整個加熱系統(tǒng)溫度控制更加均衡、穩(wěn)定。最大燙金壓力可達600噸。

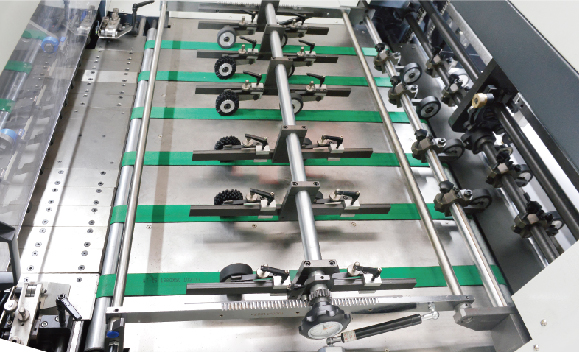
放箔部
三縱二橫鋁箔獨立送箔系統(tǒng),保證高速下電化鋁輸送平穩(wěn)、準(zhǔn)確,張力控制可靠,鋁箔拉伸小。
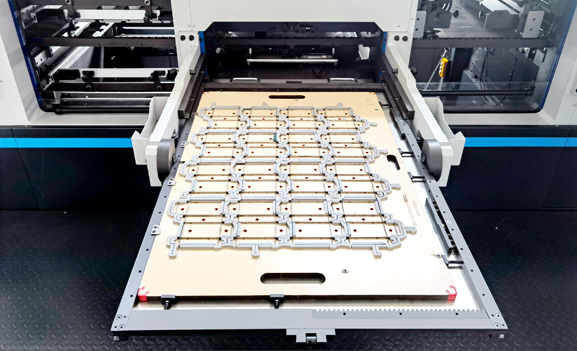
版框微調(diào)裝置
采用中心線快速定位的裝置,并具有微調(diào)功能,方便版框快速調(diào)整。
模切鋼板微調(diào)裝置
15mm模切鋼板墊板配備5mm組合式下墊板中心定位結(jié)構(gòu)+/-0.9mm縱橫向微調(diào)裝置, 換版快捷簡單, 減少補版作業(yè)時間。
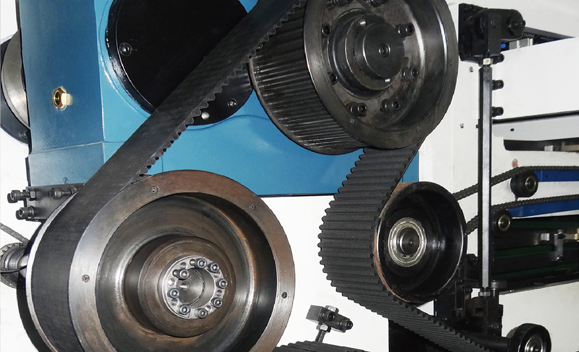
同步帶傳動,間歇機構(gòu)
進口高精度間歇分割器,長期使用也能保證較高的定位精度。

主機冷卻潤滑機構(gòu)
自動泵油循環(huán)冷卻裝置,確保主機長時間高速運轉(zhuǎn)的潤滑,保持主機潤滑油正常溫度。
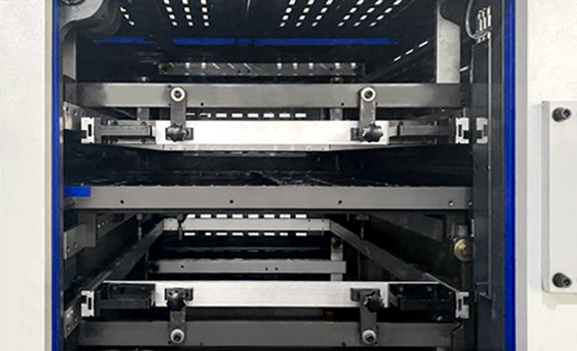
清廢部
中間清廢板的安裝采用中心線快速定位安裝方式,使操作人員可以快速安裝清廢板, 提高換板效率。

叼口清廢裝置
叼口部分廢邊通過此裝置剝離并且輸送到機器外部,從而完成四邊清廢。

收紙部
卷簾式輔收紙架,可實現(xiàn)不停機收紙,收紙雙向輔助吹風(fēng),手動取樣機構(gòu),操作方便。

德國真空泵
德國BECKER無油式吹吸兩用真空泵。

自動供油系統(tǒng)
整機采用集中自動供油系統(tǒng),確保傳動部位不缺油。
配置項目
| 輸紙部 | MHK-3S1050TTTC |
| 01、不停機高速送紙部 | 〇 |
| 02、魚鱗式強力吸紙飛達頭,4 吸 6 送,吸頭可配合紙張的變形狀況調(diào)試各種吸紙角度 | 〇 |
| 03、可調(diào)式吸風(fēng)筒,吸頭及分氣閥超硬合金處理 | 〇 |
| 04、3 道飛達頭防撞裝置 | 〇 |
| 05、橫向分紙吹風(fēng)裝置 | 〇 |
| 06、主、副堆紙臺不停車交替,飛達不停機操作 | 〇 |
| 07、主給紙堆電動左右微調(diào)裝置 | 〇 |
| 08、預(yù)堆紙裝置配置軌道使操作人員可準(zhǔn)確方便地將紙堆送入飛達 | 〇 |
| 09、紙張對位調(diào)節(jié)裝置,能夠在不停機的狀態(tài)下對紙張到達前規(guī)距離進行手動調(diào)整 | 〇 |
| 10、大斜面輸紙臺,適合于薄紙與彎曲紙張的高速輸送 | 〇 |
| 11、推拉兩用側(cè)規(guī),操作側(cè)、傳動側(cè)各一套。側(cè)規(guī)可在推拉規(guī)間調(diào)節(jié)以滿足不同紙張需求 | 〇 |
| 12、側(cè)規(guī)、前規(guī)紙張光電檢測 | 〇 |
| 13、紙張輸送到前規(guī)減速機構(gòu) | 〇 |
| 14、機電式雙張檢測器 | 〇 |
| 15、進口輸紙皮帶及不銹鋼傳送板 | 〇 |
| 16、輸紙框氣動抬起裝置 | 〇 |
| 17、單點離合器:輸送部與主機部能夠隨時分離和同步結(jié)合,簡化和方便了操作順序。無論打樣、試壓力等都能隨心所欲地分離及合上輸送部 | 〇 |
| 18、PLC 及電子凸輪控制整機的時序 | 〇 |
| 19、德國貝克品牌吹吸兩用真空泵 | 〇 |
| 模切部 | |
| 01、整機鑄件采用QT-700-2球墨鑄鐵 | 〇 |
| 02、進口蝸輪,蝸桿與 40cr 曲軸 | 〇 |
| 03、整套進口陽極處理鋁合金牙排及定位結(jié)構(gòu),每條牙排采用可調(diào)式牙排結(jié)構(gòu) | 〇 |
| 04、進口主傳動鏈條 | 〇 |
| 05、牙排后定位采用伺服控制系統(tǒng),可通過PLC觸摸屏按鍵實現(xiàn)調(diào)節(jié)每條牙排的準(zhǔn)確精度,確保牙排精度,永久性達到±0.075mm精度(專利產(chǎn)品) | 〇 |
| 06、進口間歇分割器 | 〇 |
| 07、進口同步帶、帶輪傳動 | 〇 |
| 08、進口過載扭力限制保護器 | 〇 |
| 09、主傳動進口氣動離合器剎車裝置 | 〇 |
| 10、壓力自動調(diào)節(jié)裝置,可通過PLC觸摸屏按鍵實現(xiàn)壓力的準(zhǔn)確控制 | 〇 |
| 11、模切壓力采用變形測量器直接精確測量,并在人機界面上顯示 | 〇 |
| 12、模切底板和刀模板回轉(zhuǎn)裝置 | 〇 |
| 13、15mm模切鋼板墊板配備5mm組合式下墊板中心定位結(jié)構(gòu)+/-0.9mm縱橫向微調(diào)裝置, 換版快捷簡單, 減少補版作業(yè)時間 | 〇 |
| 14、模切刀版與模切板框的聯(lián)接采用抓釘螺母和螺絲形式,裝入時采用中央定位系統(tǒng),換版快捷、準(zhǔn)確 | 〇 |
| 15、模切板框具有微調(diào)功能,方便板框調(diào)整 | 〇 |
| 16、模切板框和模切下墊板采用日本SMC氣量調(diào)節(jié)器鎖定,避免上板框鎖定安裝不到位的情況,有效避免人為因素操作造成的損失 | 〇 |
| 17、主傳動采用伺服電機驅(qū)動 | 〇 |
| 18、日本SMC氣壓檢測裝置,氣壓過低報警提示 | 〇 |
| 19、配備儲氣罐,確保整機氣壓穩(wěn)定 | 〇 |
| 20、整機采用集中自動供油系統(tǒng),確保傳動部位不缺油 | 〇 |
| 21、自動泵油循環(huán)冷卻裝置,確保主機長時間高速運轉(zhuǎn)的潤滑,保持主機潤滑油正常溫度 | 〇 |
| 清廢部(三框、四邊清廢) | |
| 01、上清廢傳動機構(gòu) | 〇 |
| 02、上清廢框抬起裝置,可任意選擇是否使用清廢功能 | 〇 |
| 03、中間清廢陰模傳動機構(gòu) | 〇 |
| 04、下清廢傳動機構(gòu) | 〇 |
| 05、中間清廢板的安裝采用中心線快速定位安裝方式,使操作人員可以快速安裝清廢板,提高換板效率 | 〇 |
| 06、叼口清廢裝置可將叼口廢邊自動輸送到機外,配合清廢滑道,可自動滑入主清廢通道 | 〇 |
| 收紙部 | |
| 01、卷簾式輔收紙架,可實現(xiàn)不停機收紙 | 〇 |
| 02、可調(diào)機械式收紙毛刷壓紙機構(gòu),幫助牙排卸紙并堆疊 | 〇 |
| 03、收紙齊紙裝置 | 〇 |
| 04、上下極限開關(guān)光電檢測,防止收紙臺堆紙過高和紙張上卷 | 〇 |
| 05、收紙部可通過 7 英寸觸摸屏調(diào)控整臺機器 | 〇 |
| 06、收紙雙向輔助吹風(fēng),手動取樣機構(gòu),操作方便 | 〇 |
| 07、彈簧鏈條調(diào)節(jié)裝置,調(diào)節(jié)彈簧鏈條漲緊后,可減少牙排轉(zhuǎn)向的慣量沖擊,并保持鏈條的均衡漲緊度 | 〇 |
| 電氣部 | |
| 01、自主研發(fā)的PLC控制系統(tǒng)(專利技術(shù)) | 〇 |
| 02、模切部和收紙部采用10.4英寸和7英寸觸摸顯示屏 | 〇 |
| 03、整機采用德國Moeller的繼電器、交流接觸器、空氣開關(guān)和按鈕,保證了電器部分的穩(wěn)定和可靠 | 〇 |
| 04、整機采用日本歐姆龍Omron的光電開關(guān),光纖,編碼器和傳感器,確保電氣檢測各部位動作的準(zhǔn)確和穩(wěn)定 | 〇 |
| 燙金電腦控制系統(tǒng) | |
| 01、自主研發(fā) AC801 燙金電腦控制系統(tǒng),運行精度準(zhǔn)確、速度快,可實現(xiàn)高速智能跳步運行大幅面電化鋁箔(專利技術(shù)) | 〇 |
| 02、三縱兩橫鋁箔獨立送箔系統(tǒng),保證高速下電化鋁輸送平穩(wěn)、準(zhǔn)確,張力控制可靠,鋁箔拉伸小 | 〇 |
| 03、三縱燙金收箔內(nèi)側(cè)大幅面雙軸收箔裝置(專利技術(shù)) | 〇 |
| 04、三縱燙金收箔外側(cè)智能收箔柜裝置 | 〇 |
| 05、三縱送箔架采用推拉式裝置,方便送箔架從機內(nèi)拉出更換鋁箔,操作簡便安全 | 〇 |
| 06、燙金伺服采用直連式送箔軸裝置、精度高 | 〇 |
| 07、配置斷箔檢測系統(tǒng),防止因電化鋁意外斷裂而引起的燙印廢品,提高燙印產(chǎn)品成品率 | 〇 |
| 08、20 溫區(qū)獨立控制系統(tǒng),有效控制燙金板的加熱溫度。確保整個加熱系統(tǒng)溫度控制更加均衡、穩(wěn)定 | 〇 |
| 09、全息防偽放箔架裝置,操作快捷,對位更換安全,安裝方便,保證全息燙印精度準(zhǔn)確、穩(wěn)定(全息燙金專用,選配) | △ |
| 10、縱橫雙向配有鋁箔分離吹氣裝置,適用于大面積燙金 | 〇 |
| 11、鋁箔長度短于設(shè)定參數(shù)將觸發(fā)警報,計算機處理鋁箔監(jiān)控系統(tǒng)顯示剩余及已用鋁箔長度 | 〇 |
| 12、燙金部操作臺采用 14 英寸觸摸顯示屏 | 〇 |
注:此配置單只供參考,正式配置單以合同為準(zhǔn)。標(biāo)配:〇;選配:△
技術(shù)參數(shù)
| 型 號 | MHK-3S1050TTTC |
| 功能簡介 | 1. 燙金+燙金+燙金 2. 燙金+燙金+凹凸(深壓紋) 3. 燙金+燙金+模切 4. 燙金+凹凸(深壓紋)+模切 5. 凹凸(深壓紋)+凹凸(深壓紋)+凹凸(深壓紋) 6. 燙金+燙金+模切+清廢 7. 燙金+凹凸(深壓紋)+模切+清廢 8. 凹凸(深壓紋)+凹凸(深壓紋)+模切+清廢 |
| 最大用紙幅面 | 1050×750mm |
| 最小用紙幅面 | 400×360mm |
| 最大模切幅面 | 1040×720mm |
| 最大燙金幅面 | 1040×720mm |
| 最大熱壓幅面 | 1040×720mm |
| 叼口空白 | 9~17mm |
| 最小廢邊寬度 | 10-18mm |
| 板框內(nèi)版尺寸 | 1123×760mm |
| 紙張規(guī)格 | 80~2000g/m2卡紙,0.1~2mm卡紙,≤4mm瓦楞紙 |
| 模切精度 | ≤±0.075mm |
| 普通燙精度 | ≤±0.1mm |
| 全息定位燙精度 | ≤±0.1mm |
| 熱壓精度 | ≤±0.075mm |
| 最大工作壓力 | 600ton + 600ton + 600ton |
| 最大工作速度 | 6200s/h |
| 最大給紙堆高(含托板) | 1600mm |
| 最大收紙堆高(含托板) | 1400mm |
| 最大金箔直徑 | Ф250mm縱向,Ф200mm橫向 |
| 電加熱系統(tǒng) | 20溫區(qū),40~180℃可調(diào) |
| 鋁箔寬度 | 20~1020mm |
| 一機組系統(tǒng) | 電化鋁送箔:3縱+2橫/4縱+2橫(可選)/5縱+2橫(可選)/6縱+2橫(可選) |
| 二機組系統(tǒng) | 電化鋁送箔:3縱+2橫/4縱+2橫(可選)/5縱+2橫(可選)/6縱+2橫(可選) |
| 三機組系統(tǒng) | 電化鋁送箔:3縱+2橫/4縱+2橫(可選)/5縱+2橫(可選)/6縱+2橫(可選) |
| 滿載功率 | 177KW |
| 氣源要求 | 壓力: 0.6~0.7Mpa,流量: ≥1m3/min |
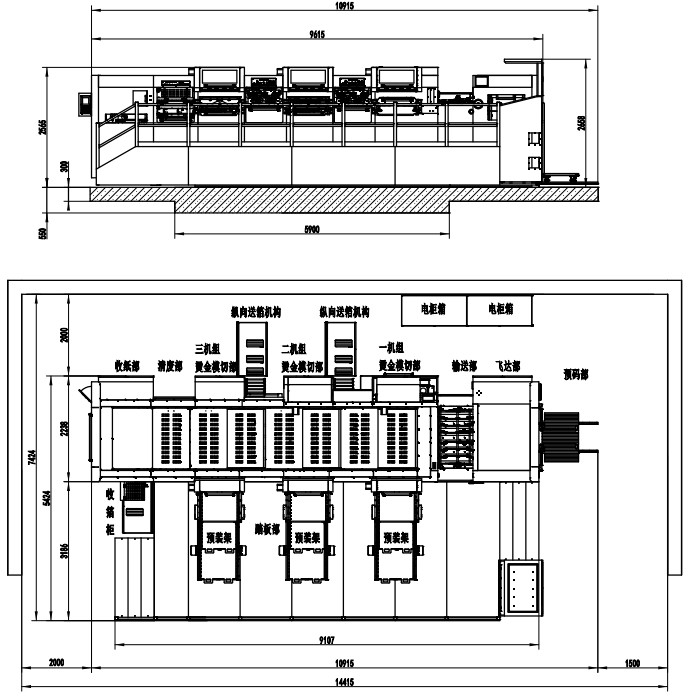
| 整機尺寸(含板框預(yù)裝架) | 10915×7424×2658mm |
| 機器總重 | 47T |
平面圖